Cuprins
- Introducere 15
- I. DATE INIȚIALE NECESARE PROECTĂRI PROCESULUI TEHNOLOGIC A PIESEI DE TIP ARBORE- PINION 17
- 1.1. Analiza desenului tehnic a piesei de tip arbore-pinion 17
- 1.2. Motivarea tipului semifabricatului 18
- 1.3. Descrierea proprietăţilor fizico-mecanice şi conţinutul chimic a materialului 19
- 1.4. Determinarea adaosului de prelucrare mecanică prin metoda tabelară 19
- 1.5. Elaborarea consecutivităţii prelucrării piesei date, luînd în consideraţie cualitetele de precizie şi rugozitatea suprafeţelor 21
- 1.6. Alegerea maşinilor-unelte 38
- 1.7. Alegerea sculelor aşchietoare pentru fiecare operaţie tehnologică, fază, trecere 42
- 1.8. Alegerea dispozitivelor de prindere şi fixare a piesei pentru fiecare operaţie tehnologică 47
- 1.9. Alegerea instrumentelor de măsură şi control 47
- II. CALCULUL TEHNICO-THNOLOGIC A PROCESULUI TEHNOLOGIC DE PRODUCERE A PIESEI DE TIP ARBORE-PINION 48
- 2.1. Calculul elementelor regimului de așchiere 48
- 2.2. Operaţia – strungire (005) 48
- 2.3. Operaţia – frezarea (010) 84
- 2.4. Operaţia – de lacatușărie (015) 86
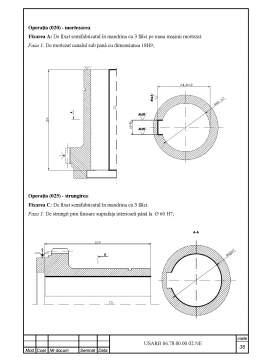
- 2.5. Operaţia – mortezarea (020) 90
- 2.6. Operaţia – strungirea (025) 92
- 2.7. Operaţia – tratarea termică (030) 95
- III. CALCULUL ECONOMIC 97
- 3.1. Calculul timpului auxiliar 97
- 3.2. Calculul costului de productie. 100
- 3.2.1. Determinarea costului de material: 100
- 3.2.2. Determinarea cheltuielilor de materie primă pentru programa întreagă: 100
- 3.2.3. Determinarea cheltuielilor de remunerare a muncii. 100
- 3.2.4. Determinarea salariului tarifar: 100
- 3.2.4.1. Deterninarea salariului de bază: 100
- 3.2.4.2. Determinarea salariu suplimentar 101
- 3.2.4.3. Determinarea fondului anual total de retribuire a muncitorilor de bază: 101
- 3.2.4.4.Salariu mediu lunar al muncitorilor de bază: 101
- 3.2.5. Determinarea consumurilor indirecte: 101
- 3.2.6.Determinarea consumului de energie electrică: 101
- 3.2.7. Calcularea costului de productie pe unitatea de produs: 102
- IV. OPTIMIZAREA PROCESULUI TEHNOLOGIC DE PRODUCERE A PIESEI DIN CADRUL ÎNTREPRINDERII STROMACOM S.R.L ȘI PROTECȚIA MUNCII 103
- 4.1. Descrierea conditiilor de munca si substantele nocive si factorii de risc ce apar pe parcursul procesului tehnologic. 103
- 4.2. Masurile de securitate la exploatarea sculelor. 106
- 4.3.Metode de optimizre a procesului tehnologic 107
- CONCLUZII ȘI RECOMANDĂRI 108
- BIBLIOGRAFIE 109
Extras din licență
Întreprinderea Stromacom S.R.L. a fost fondată în anul 2001 de proprietarul Vladimir Tanciuc.
Ea se află pe strada Ştefan cel Mare, 170.
Întreprinderea Stromacom S.R.L. se ocupă cu producerea:
Bariere, porți din metal;
Prelucrarea mecanică și restaurarea pieselor din metal pentru diferite utilaje, strunguri:
-Bucşe;
-Arbori;
-Roţi dinţate.
Elemente de structuri metalice pentru lucrările de construcții:
-structuri metalice uşoare după specificaţia clientului;
-structuri metalice din fier după specificaţia clientului;
În tehnologiile moderne, tecu tehnologiile neconvenționale s-au extins tot mai mult, cu tendința de creștere rapidă în următorii ani, pentru realizarea unor piese pentru mașini, instalații, aparate ect., executate din diferite materiale. Calitatea pieselor fabricate nu depinde numai de calitatea utilajului tehnologic folosit dar depinde și de tehnologia de fabricare.
La întreprinderile constructoare de mașini pentru obținerea produselor fabricate: mașini, utilaje, aparate, bunuri de consum, se desfășoară un proces de producție prin care materiile prime și semifabricatele sunt transformate în produs finit - piesa.
Delimităm 2 tipuri de procese de producție: de bază și auxiliare.
Procesele de bază contribuie la transformarea materiilor prime in produse finite:
-prelucrarea prin așchiere;
-tratamente termice asupra pieselor;
-obținerea din fabricate tumate, forjate matrițate
Procesele аuxiliare ajută la buna desfășurarea a proceselor de bază:
-construcția de scule, dispozitive și verificatoare;
-repararea mașinilor și utilajelor folosite în cadrul proceselor de bază;
-transportul materialelor, semifabricatelor, pieselor, produselor finite pe teritoriul uzinei;
Orice proces de producție trebuie să fie eficient.
Există trei tipuri de producție:
-unicate;
-serie;
-în masă;
Procesele tehnologice sunt о parte a procesului de producție legată direct de schimbarea treptată a stării produsului în timpul fabricării sale.
Elaborarea procesului tehnologic presupune rezolvarea problemelor complexe ale procesului de
transformare a semifabricatului în piesă finită. Este necesară conlucrarea dintre inginerul proiectant cu
inginerul tehnolog, cu atribuţii diferite:
- inginer proiectant asigură, elaborarea documentaţiei de execuţie, în concordanţă cu procedeele
tehnologice accesibile şi aplicabile, pentru asigurarea rolului funcţional al reperului şi produsului în ansamblu,
- inginer tehnolog asigură, elaborarea documentaţiei tehnologice optimizate prin detalierea
elementelor tehnice, organizatorice, corelat cu cele economice, care are rolul să materializeze conceptul din documentaţia de execuţie.
Elementul de bază a procesului tehnologic îl constituie operația tehnologică:
Operația - acea parte a procesului tehnologic efectuată de către un muncitor sau о echipă de muncitori, fără întrerupere, la un singur loc de muncă, cu utilajele și uneltele necesare cu scopul modificării proprietăților fizico- chimice, formei și dimensiunilor, netezimii și aspectului suprafețelor materiilor prime sau semifabricatelor supuse prelucrării.
Operația la rândul său este alcătuită din una sau mai multe faze.
Faza - este о parte a operațiilor care se realizează într-о singură așezare și poziție a piesei de prelucrat, cu aceleași unelte de lucru, cu același regim tehnologic.
Trecerea - este aceea parte a fazei, care se desfășoară în timpul procesului de îndepărtare a unui adaus de prelucrare, la aceeași așezare și poziționare a semifabricatului, inclusiv cu același regim de așchiere fiind de regulă caracterizat printr-o singură valoare a adâncimii de așchiere.
Scopul lucrării: Studiul tehnico - economic procesului tehnologic de producere a unei piese de tip arbore-pinion.
Obiectivele lucrării:
- analiza desenului tehnic și alegerea semifabricatelor,
- divizarea procesului tehnologic în operaţii,
- analiza și alegerea utilajelor de prelucrare,
- analiza și alegerea sculelor necesare,
- calculul adaosurilor de prelucrare și a dimensiunilor intermediare,
- calculul regimului de prelucrare,
- realizarea calculul economic al produsului,
- analiza comparativă a procesului tehnologic de producere a piesei din cadrul întreprinderii și cel propriu elaborat.
I.DATE INIȚIALE NECESARE PROECTĂRI PROCESULUI TEHNOLOGIC A PIESEI DE TIP ARBORE- PINION
1.1.Analiza desenului tehnic a piesei de tip arbore-pinion
USARB 06.78.00.00.02.NE
ModCoala Nr. documentSemnat Data
Elaborat Marchitan G.DATE INIȚIALE NECESARE PROECTĂRI PROCESULUI TEHNOLOGIC A PIESEI DE TIP ARBORE- PINIONLit.CoalaColi
Verificat Beşliu V.i1730
USARB, FŞREM, gr.IMTA 42Z
Este un desen tehnic industrial a piesei de tip arbore - pinion de proiecție ortogonală reprezentat într-o scară reală. Această piesa este reprezentată într-o vedere fundamentală și una suplimentară. Este un arbore - pinion cilindric cu dinți drepți destinat pentru transmiterea momentului de rotație în componența unui reductor cilindric. Are dantura formată din z = 40 dinți cu modulul m = 3 mm și diametrul de divizare d = 120 mm. Piesa trebuie de prelucrat conform treptelor de precizie și rugozităților indicate, suprafețele neindicate după Rz 80. Conform cerințelor tehnice muchile ascuțite de teșit, duritatea suprafeței de lucru a dinților HRC 35 - 45, tratarea termică normalizarea.
1.1.Motivarea tipului semifabricatului
La alegerea semifabricatului se ia în considerație următoarele condiții:
-forma geometrică și dimensiunile semifabricatului nu trebuie sa difere cu mult de forma și dimensiunea piesei finite;
-suprafața exterioară trebuie sa fie fără defecte;
Luând în considerație că tipul de producere a piesei proiectată în lucrarea data este serie pe unicate vom alege tipul semifabricatului ca laminat, deoarece în comparație cu alte tipuri de semifabricate se primește cel mai ieftin.
Industria propune următoarele dimensiuni a laminatelor;
-de la 5 la 56 peste fiecare 1 mm;
-de la 58 la 82 peste fiecare 2 mm;
-de la 85 la 150 peste fiecare 5 mm;
-de la 160 la 250 peste fiecare 10 mm;
Dimensiunea și diametrul semifabricatului se va cunoaște calculând adaosurile de prelucrare mecanică.
Procedeele tehnologice aplicate la execuția arborilor (în cazul nostru - semifabricat) trebuie să îndeplinească condițiile impuse de tehnologia construcțiilor de mașini. Alegerea procedeului de prelucrare este determinat de calitatea materialului și de modul de obținere a semifabricatelor (laminate, forjate, matrițate, turnate).
Operația optimă pentru obținerea semifabricatelor (arbori) este forjarea.
Această metodă de căpătare a semifabricatului ne da posibilitatea de a economisi metal și de a micșora volumul prelucrării mecanice, însă pentru fabricarea semifabricatelor forjate se folosește aparataj foarte scump.
Procesul de căpătare a semifabricatelor v-a consta numai în tăierea în părți a tijei laminate, lungimea și diametru căreia vor corespunde semifabricatului.
Diametrul și lungimea semifabricatului se determină cunoscând adaosul de prelucrare mecanică.
Bibliografie
1.Б. БЕЛЬКЕВИЧ, В. ТИМАШКОВ, „Справочное пособие технолога машиностроителъного завода”, Минск: Беларусь, 1972. 266 c;
2.Г. А. КОСИЛОВА, Р. К. МЕЩЕРЯКОВ,“Справочник технолога машиностроителя” том 2, Москва, Машиностроение, 1986. 495 c;
3. В. А. БЛЮМБЕРГ, Е. И. ЗАЗЕРСКИЙ, „Справочник токаря”, Ленинград: Машиностроение, 1981. 406 c;
4. Г. А. МОНАХОВ, „Обработка металлов резанием, справочник технолога”,
Москва: Машиностроение, 1974. 489 c;
5.Н. А. НЕФЁДОВ, К. А. ОСИПОВ, „Сборник задач и примеров по резанию металлов и режущему инстументу”, Москва: Машиностроение, 1976. 568 c;
6.Н.КАРАСОВСКИЙ, В.ПАСТУШКОВ, „Универсальный вертткально-свелильный станок модели 2Н118”, Минск: Типография<<Победа>>, 1971. 535 c;
7.Е. Э.ФЕЛЬДШТЕЙН М. А. КОРНИЕВИЧИ, ,,Металорежущие инструменты: справочник конструктора” -Минск : Новое здание, 2009. 1039 с;
8.А. Н. МАЛОВ, “Справочник технолога машиностроителя” том - 2, изд. 3, Москва: Машиностроение, 1973. 568 c;
9.Н. МАЛОВ, “Справочник технолога машиностроителя” том - 1, изд. 3, Москва: Машиностроение, 1973. 694 c;
10. Г. А. КОСИЛОВА, Р. К. Мещеряков,“Справочник технолога машиностроителя” том 1, Москва: Машиностроение, 1986. 656 c;
11. Ю. З. КЕЛОГЛУ, „Справочник - Металлы и сплавы”, изд. 2- е.: Кишинёв, 1977. 263 c;
12. T. DULĂMIŢĂ, E. FLORIAN - “Tratamente termice şi termochimice” - Bucureşti: EDP, 149 p;
13. Н.Н.ЧЕРНОВ, ,,Металорежущие станкй”, Москва: Машиностроение, 1988. 414 c;
14. В.И.ЯКОВЛЕВА ,,Общемашиностроительные нормативы режимов резания” , ЧАСТИ - 1, Москва: Машиностроение, 1967. 376 c;
15. Б.Н.АРЗАЬАСОВ, В.А.БРОСТРЕМ, Н.А.БУШЕ, ,,Конструкцониые мтериалы”, Москва: Машиностроение, 1990. 688 c;
16. П.НОРЛОВА, Е.А.СКОРОХОДОВА, ,,Краткий справочник металлиста”, Москва: Машиностроение, 1986. 960 c;
17.Б.Н.СИЛИВЕСТРОВ, ,,Справочиник молодого зуборечика”, Москва: Высшая Школа, 1988. 398 с;
18.FLEȘER T. ,,FABRICAREA SISTEMELPOR TEHNICE MECANICE, PROCESE TEHNOLOGICE DE BAZA”, Editura Sudura: Timișoara, 2008. 280 p;
Declaraţia privind asumarea răspunderii
Subsemnatul, Marchitan Gheorghe, declar pe răspundere personală că materialele prezentate în teza de master sunt rezultatul propriilor cercetări şi realizări ştiinţifice. Conştientizez că, în caz contrar, urmează să suport consecinţele în conformitate cu legislaţia în vigoare.
Marchitan Gheorghe
Semnătura
Data 17.06.2016
Preview document















































































































Conținut arhivă zip
- Elaborara tehnico-economica a procesului tehnologic de producere a unei piese de tip arbore-pinion.doc
Alții au mai descărcat și

INTRODUCERE În condiţiile actuale aîe economiei de piaţă, o problemă importană pentru orice societate care are ca obiect de activitate producţia...

Sa se proiecteze o instalatie de tratare a apei necesarã pentru alimentarea cazanelor,în urmãtoarele conditii: - Sã asigure parametrii de calitate...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

1.Memoriu de prezentare 1.1 Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare...

CAPITOLUL 1 Conceptul general de proiect 1.1 Notiunea de proiect și trăsături principale În practica economica un proiect este privit ca o...

Introducere Rolul acestui proiect este acela de a elabora concret tehnologia de fabricare a unei roti dintate. Pentru realizarea proiectului se...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

Introducere 1.1 Prezentarea si analiza temei de proiectare Constructiile navale este un domeniu relativ bine dezvoltat în regiunea de S-V a...