Cuprins
- Partea I PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE
- 1. Analiza funcţional – constructivă a piesei
- 1.1 Codificarea şi clasificarea suprafeţelor piesei
- 1.2 Caracteristicile geometrice constructive prescrise piesei. Rolul funcţional al piesei
- 1.3 Caracteristicile materialului piesei
- 2. Tehnologicitatea construcţiei piesei Proiectarea semifabricatului
- 2.1 Stabilirea metodelor şi procedeelor de obţinere a semifabricatului
- 2.2 Adoptarea adaosurilor totale de prelucrare
- 2.3 Adoptarea procedeului economic de realizare a semifabricatului
- 2.4 Stabilirea tratamentelor termice primare necesare
- 2.5 Realizarea desenului de execuţie a semifabricatu
- 3. Proiectarea variantelor preliminare de proces tehnologic
- 3.1 Stabilirea metodelor şi procedeelor de prelucrare a suprafeţelor semifabricatului
- 3.2 Încadrarea piesei într-o familie şi grup de piese, reguli de proiectare şi restricţii specifice
- 3.3 Stabilirea conţinutului şi succesiunii operaţiilor procesului tehnologic (două variante
- 4. Proiectarea primei variante de proces tehnologic
- Partea a II-a PROIECTAREA AMENAJĂRII SPAŢIALE A SISTEMULUI DE PRODUCŢIE
- 1. Datele iniţiale
- 1.1 Componentele produsului executate în cadrul sistemului de producţie
- 1.2 Condiţiile generale de producţie
- 1.3 Condiţiile specifice ale fabricaţiei
- 2. Determinarea traficului reperelor în cadrul sistemului de producţie
- 2.1 Elaborarea planului cu necesarul reperelor de fabricat
- 2.2 Determinarea tipului de producţie
- 2.3 Stabilirea formelor de organizare a proceselor de producţie
- 2.4 Determinarea mărimii loturilor de fabricaţie economice şi a celor de transport economice (după caz)
- 2.5 Stabilirea intensităţii de trafic a reperelor
- 3. Stabilirea necesarului de resurse de producţie
- 3.1 Stabilirea tipurilor de utilaje
- 3.2 Determinarea numărului de utilaje
- 3.3 Stabilirea suprafeţelor necesare
- 4. Proiectarea amenajării sistemului de producţie
- 4.1 Determinarea poziţiei relative a resurselor de producţie
- 4.2 Adaptarea amplasării teoretice la condiţiile reale
- 4.3 Organizarea locurilor de muncă din cadrul sistemului de producţie
- Partea a III-a MANAGEMENTUL PROIECTULUI DE PRODUCŢIE
- 1. Managementul proiectului în condiţii de resurse nelimitate şi fără date impuse .
- 1.1 Ipotezele de bază
- 1.2 Determinarea parametrilor de programare şi conducere : durata ciclului de producţie, perioada de repetare a loturilor
- 1.3 Elaborarea programelor de lucru şi a planurilor de sarcină cumulată
- 1.4 Corelarea programelor de lucru cu PPD
- 2. Managementul proiectului în condiţii de resurse limitate şi cu date impuse
- 2.1 Ipotezele de bază
- 2.2 Elaborarea reţelei logice a proiectului de producţie .
- 2.3 Managementul proiectului în funcţie de timp
- 2.4 Managementul proiectului în funcţie de resurse
- 2.5 Managementul proiectului prin ordonanţarea resurselor
- 2.6 Selectarea scenariului optim
- 2.7 Corelarea programelor de lucru cu PPD
- 3. Compararea variantelor
- 3.1 În funcţie de durata ciclului de producţie
- 3.2 În funcţie de numărul de resurse şi de gradul de utilizare a acestor
- 3.3 În funcţie de sarcina de producţie raportată la unitatea convenţională
- 4. Concluzii privind managementul proiectului de producţie
Extras din licență
PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE
1. Analiza funcțional - constructivă a piesei
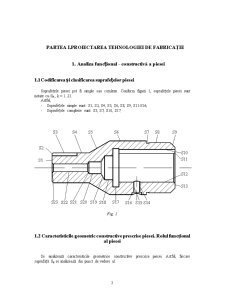
1.1 Codificarea și clasificarea suprafețelor piesei
Suprafețele piesei pot fi simple sau comlexe. Conform figurii 1, suprafețele piesei sunt notate cu Sk , k = 1..21.
Astfel,
- Suprafețele simple sunt: S1, S2, S4, S5, S6, S8, S9, S11-S16,
- Suprafețele complexe sunt: S3, S7, S10, S17.
Fig. 1
1.2 Caracteristicile geometric constructive prescrise piesei. Rolul funcţional al piesei
Se analizează caracteristicile geometrice constructive prescrise piesei. Astfel, fiecare suprafață Sk se analizează din punct de vedere al:
- caracteristicilor dimensionale;
- caracteristicilor de formă (macro-geometrică și micro-geometrică, rugozitate);
- caracteristicilor de pozitie reciprocă.
Această analiză se prezintă sintetic, în tabelul următor:
Tabelul 1
SK Forma suprafeței Dimensiuni Rugozitate Treapta
(clasa) Toleranțe de formă [mm] Poziția reciprocă Alte condiții
S4 Cilindrică exterioară Ø25 6.3 T12 - - Cotă liberă
S6 Cilindrică exterioară Ø45 6.3 T12 - - Cotă liberă
S8 Cilindrică exterioară Ø42
1.6 T7 - -
S12 Cilindrică interioară Ø24+0.021 0.8 T6 - Baza de referință P -
S15 Cilindrică interioară Ø4.8 6.3 T11 - - Cotă liberă
S16 Cilindrică interioară Ø8 6.3 T11 - - Cotă liberă
S18 Cilindrica interioara Ø20 6.3 T11 - - Cotă liberă
S20 Cilindrică interioară Ø10 6.3 T11 - - Cotă liberă
S22 Cilindrica interioara Ø6.5 6.3 T11 - - Cotă liberă
S1 Plan frontal 103/ Ø 6.5/ Ø25 6.3 T12 - - -
S13 Plan frontal 103/Ø24+0.021
/Ø45 6.3 T12 - - -
S2 Conică exterioară (teșitură) 1x450 6.3 T11 - - Cotă liberă
S5 Conică exterioară 17x600 6.3 T9 - - -
S9 Conică exterioară (teșitură) 4x450 6.3 T9 - - -
S11 Conică interioară (teșitură) 1x450 6.3 T9 - - Cotă liberă
S19 Conică interioară (teșitură) 2.5x1200 6.3 T9 - - Cotă liberă
S21 Conică interioară (teșitură) 1x1200 6.3 T9 - - Cotă liberă
S23 Conică interioară (teșitură) 1x450 6.3 T9 - - Cotă liberă
S3 Complexă de tip canal pană 2.5/21-0.3/4 6.3 T11 - - -
S7 Complexă degajare Ø41.5 /2
6.3 T11 - - -
S10 Complexă de tip canal de pană interior 8±0.018/
27.3+0.2 6.3 T11 - - -
S17 Complexă (degajare) 5/Ø32 6.3 T12 - - Cotă liberă
S14 Suprafată elicoidală
(filet interior) M6x1 6.3 g6 - - -
Ordonarea suprafețelor Sk s-a făcut astfel: întâi suprafețele cilindrice (exterioare / interioare), apoi cele plane, conice și, în final cele complexe.
Suprafețele piesei se încadrează în una din categoriile: principale (funcționale), tehnologice sau libere. Astfel:
Categoria de suprafaţă Codul suprafeţei Rolul suprafeţei
Principală (funcţională) S4, S8, S12 Suprafeţe cilindrice care formează ajustaje cu alte componente din care face parte piesa
S1, S13 Suprafeţe frontale cu rol de sprijin
S3, S10 Montarea unei pene
Tehnologică S2, S9, S11, S22 Monatarea uşoară a piesei
S7 Asigură ieşirea sculelor
1.3 Caracteristicile materialului piesei
Materialul piesei “Arbore” este OLC 45 STAS 880-80.
Oţelurile carbon de calitate sunt oţeluri nealiate, obţinute printr-o elaborare îngrijită şi cu un grad de purificare chimică ridicat. La aceste oţeluri se garantează atât compoziţia chimică cât şi caracteristicile mecanice. Ele se folosesc în mod obişnuit tratate termic prin cementare sau îmbunătăţire, în construcţii mecanice supuse la solicitări mari.
1.3.1. Compoziţia chimică
C[%] Mn[%] Si[%] P[%] S[%] Cr[%] Ni[%] Cu[%] As[%]
0.42-0.5 0.5-0.8 0.17-0.37 Max 0.04 Max 0.04 Max 0.3 Max 0.3 Max 0.3 Max 0.3
1.3.2. Caracteristici mecanice
Starea Limita de curgere
σ0[kgf/mm2] Rezistenţa la tracţiune
σ r[kgf/mm2] Alungirea la rupere
5[%] Gâtuirea la rupere
Z[%] Duritatea Brinell
[max HB]
Stare laminată Stare recoaptă
Normalizată 36 62 18 35 229 197
Îmbunătăţită 40 66 17 36 - -
1.3.3 Tratamente termice şi termochimice
Forjare
[0C] Recoacere de înmuiere Normalizare Revenire
[0C] Răcire [0C] Răcire [0C] Răcire
850÷1100 680÷ 700 cuptor 830÷850 aer 830÷850 apă/ulei
550÷650 aer
Oţelurile cabon de calitate pot fi nu numai îmbunătăţite (călite şi revenite la temperatura de îmbunătăţire), dar şi tratate superficial , prin încălzirea rapidă a zonei superficiale a oţelurilor de apă sau ulei. De aceea, aceste oţeluri se folosesc adesea pentru roţi dinţate, suprafeţe de alunecare, bolţuri etc.
1.4 Tehnologicitatea construcției piesei
Analiza tehnologicităţii piesei se referă la condiţiile de tehnologicitate impuse piesei de rolul funcţional şi de procedeele de fabricare ale acesteia, şi totodată cuprinde calculul unor indici absoluţi de tehnologicitate, masa produsului și gradul de unificare a elementelor constructive.
Calculul masei produsului:
m = ρ × V
Pentru oțel, ρ = 7,8 [g/cm3];
V = π R2 h;
V = 3.14 [(252x31) + (452x70) – (242x60) – (6.52x30)] [mm3]
m = 50534.375 • 7.8 = 0.395 [Kg]
Preview document


































































































Conținut arhivă zip
- Lucrare Licenta - Inginerie Economica Industriala.doc
Alții au mai descărcat și

CAPITOLUL 1 INTRODUCERE Proiectarea asistata de calculator (CAD Computer Aided Design) este in present din ce in ce mai utilizata in domenii...

INTRODUCERE Productivitatea muncii sociale, progresul tehnico-ştiinţific, prosperitatea materială a poporului şi capacitatea de apărare a ţării...

Introducere Lucrarea de faţă propune analiza produsului cilindru hidraulic deoarece este un produs care se comercializează individual şi se...

INTRODUCERE Stagilul de practică pentru lucrare de licenţă l-am efectuat în cadrul laboratorului de Tehnologia Fabricării Produselor de la...

Sa se proiecteze o brosa cilindrica D=40,3 H7x22mm.Materialul piesei este OL60. Bibliografie : 1.Secara Gh.,Proiectarea sculelor aschietoare...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

CAPITOLUL 1 INTRODUCERE 1.1. OBIECTUL PROIECTULUI. PRINCIPALELE PROBLEME PROPUSE SPRE REZOLVARE. Obiectul proiectului de diplomă îl constituie...

IMPERATIV MAJOR AL UNEI INDUSTRII MODERNE 1.1. CONCEPTUL GENERAL DE ORGANIZARE; ŞTIINŢA ORGANIZĂRII; ORGANIZAREA EMPIRICA SI ORGANIZAREA...
Te-ar putea interesa și

INTRODUCERE Urmărirea unei calităţi superioare a produselor şi infrastructurilor turistice nu trebuie să provoace o diminuare a competitivităţii...
Introducere Lucrarea de faţă propune analiza produsului cilindru hidraulic deoarece este un produs care se comercializează individual şi se...

Comuna Ghiroda este aşezată în câmpia Timişului, practic în lunca inundabilă a râului Beghei (canalul Bega de mai târziu). Comuna de astăzi este...

Memoriu justificativ În condiţiile dezvoltării economice, a modificărilor survenite atât în domeniul producţiei cât şi al cerinţelor pieţii,...

INTRODUCERE “Ştiinţă a muncii”, ergonomia contribuie la proiectarea sistemului de muncă pentru obţinerea performanţei, creşterea randamentului,...

CAPITOLUL I PREZENTAREA DATELOR INIŢIALE NECESARE PROIECTĂRII 1.1. Consideraţii generale, regimul de lucru, producţia planificată, alegerea...

1.1 OBIECTIVELE LUCRĂRII - Cunoașterea și însușirea tehnicii de realizare a schemei de proces pe operații. - Utilizarea schemei de proces pe...

Obiective: Pe plan social: In acest an, intentionez sa termin facultatea de Design Industrial si Managementul Afacerilor, pe care o urmez in...