Cuprins
- Introducere . 2
- Capitolul 1. Generalități ale reperului tip roată dințată . 4
- 1.1. Descrierea reperului sudat. Caracteristici tehnice . 4
- 1.2. Prezentarea generală a materialelor utilizate la construcția roților dințate sudate . 6
- 1.3. Prezentarea materialului ales de proiectant în cazul reperului de față . 11
- 1.4. Obținerea semifabricatului pentru construcția reperului roată dințată . 15
- Capitolul 2. Indicații tehnologice privind pregătirea pentru sudare . 20
- 2.1. Analiza îmbinărilor sudate a reperului . 20
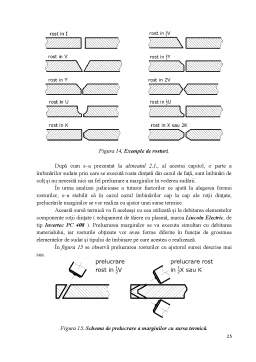
- 2.2. Executarea rosturilor de sudare . 24
- 2.3. Curățirea zonei îmbinărilor . 26
- 2.4. Alegerea dispozitivelor de asamblare funcție de tipul îmbinărilor . 29
- Capitulul 3. Procesul tehnologic de sudare . 35
- 3.1. Stabilirea procedeelor de sudare . 35
- 3.2. Determinarea regimurilor de sudare . 41
- 3.3. Alegerea echipamentului de sudare . 45
- 3.4. Prezentarea materialului de adaos . 48
- 3.5. Executarea operațiilor de sudare . 51
- Capitolul 4. Operații tehnologice aplicate după sudare . 55
- 4.1. Verificarea rezistenței cordoanelor sudate . 55
- 4.2. Metode de eliminare a tensiunilor și deformațiilor rezultate în urma sudării . 57
- 4.3. Tehnologia de control a îmbinărilor sudate . 60
- BIBLIOGRAFIE . 66
Extras din licență
Introducere
Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din producția acestui domeniu este destinată construcțiilor sudate. Pe plan mondial se menționează faptul că vârful productivității din domeniul precizat îl dețin state ca Statele Unite ale Americii, Rusia, Germania și Japonia. În țara noastră tehnologia sudării ocupă o pondere din ce în ce mai mare în industria construcțiilor de mașini cât și în celelalte industrii aferente, demonstrându–se statistic că peste 50% din cantitatea de produse laminate din oțel fiind destinată realizării de structuri și produse sudate pentru diferite domenii. Sunt relevatoare în acest sens realizările de utilaje tehnologice de mare capacitate din industria chimică, petrolieră, metalurgică, construcții navale, aeronautice si aerospațiale, elemente și aparatură de mecanică fină, produse de electronică si microelectronică, etc.
Sudarea metalelor este un procedeu de asamblare nedemontabilă realizând îmbinări prin stabilirea unei legături între rețelele cristaline ale elementelor ce formează structura sudată.
Stabilirea unei astfel de legături prin simpla suprapunere în condiții normale de presiune și temperatură a două suprafețe aparținând unor corpuri metalice identice din punct de vedere al compoziției chimice este imposibil de realizat, cauzele fiind următoarele:
- imposibilitatea realizării contactului între toate punctele ce aparțin celor două suprafețe;
- existența pe suprafața metalelor a unui strat nemetalic format din oxid, particule de praf ionizate, molecule de apă, etc;
- existența barierelor de potențial pe suprafețele corpurilor, bariere care împiedică formarea legăturilor între rețelele cristaline.
În concluzie se poate spune că pentru a se putea obține o îmbinare între cele două corpuri este necesară îndeplinirea succesivă a următoarelor două condiții:
- apropierea suprafețelor de îmbinat la o distanță comparabilă cu parametrul rețelei cristaline, distanță la care devine posibilă stabilirea interacțiunii energetice;
- stabilirea interacțiunii energetice între ionii rețelelor cristaline aparținând suprafețelor de îmbinat.
Aceste două aspecte sunt specifice reacțiilor topochimice și pentru a le parcurge este necesară o activare energetică care poate fi sub formă de activare termică sau activare mecanică. Corelația între parametrii tehnologici temperatură și presiune este o caracteristică pentru fiecare tip de material. Îmbinarea sudată se poate obține
atât prin acțiune separată cât și simultană a celor două forme de activare ( termică și mecanică ).
Procesul tehnologic de sudare se definește ca fiind format din totalitatea operațiilor de asamblare nedemontabilă prin sudare necesare pentru realizarea unui produs finit.
La stabilirea unui proces tehnologic de sudare trebuie să se cunoască dacă procedeul tehnologic ales asigură prevederile:
– documentației tehnice;
– calitatea corespunzătoare;
– folosirea rațională a mijloacelor de producție.
Desfășurarea în bune condiții a procesului de producție pentru un anumit produs cere ca acesta să fie minuțios pregătit, încă înainte de începerea aplicării lui. Astfel, pe baza documentației tehnice se stabilesc care sunt elementele constructive ale produsului, materialul, forma, dimensiunile și apoi care sunt posibilitățile de realizare. Condițiile de realizare trebuie astfel stabilite, încât, aplicând tehnologia înaintată, să se obțină un produs la nivelul celor mai noi realizări.
Într–o întreprindere constructoare de mașini, procesului tehnologic pleacă, de fapt, de la condițiile tehnico–economice pe care trebuie să le îndeplinească piesa finită. Plecându–se de la aceste condiții, se stabilește procedeul tehnologic de sudare.
Procesul tehnologic de sudare este determinat de felul materialelor care se sudează, de felul procedeului tehnologic admis pentru sudare și de caracterul produsului finit. Astfel, procesul de sudare la o întreprindere care sudează după un anumit procedeu numai materiale feroase va fi diferit de acela al unei întreprinderi în care se prelucrează materiale feroase și neferoase, lemnoase sau sintetice. În ceea ce privește procedeul tehnologic, este cunoscut faptul că se poate obține același produs prin diferite operații tehnologice. Acestea, la rândul lor, necesită utilaje corespunzătoare, o altă succesiune a operațiilor și o calificare diferită a muncitorilor.
În prezenta lucrare intitulată PROCESUL TEHNOLOGIC DE SUDARE A UNEI ROȚI DINȚATE DE DIMENSIUNI MEDII s–a urmărit tratarea unor aspecte tehnice de construcție a organelor de mașini caracterizate printr–o formă constructivă diferită de cea monobloc ( din mai multe bucăți ). După cum se subînțelege din titlu reperul sudat este o roată dințată ale cărei aspecte tehnice, caracteristici, proprietăți și materiale sunt prezentate în capitolul 1 al lucrării.
În capitolele 2 și 3 se dau indicații de bază cu privire la pregătirea semifabricatelor și executarea tehnologiei de sudare a acestora. Pregătirea pentru sudare este o etapă premergătoare etapei de execuție a sudurilor propriu–zise, astfel că fără o pregătire responsabilă, structura sudată rezultată poate dobândi probleme majore din punct de vedere al calității.
Aspectele cu privire la aplicarea unor operații tehnologice de verificare și control sunt tratate în ultimul capitol.
Capitolul 1
GENERALITĂȚI ALE REPERULUI TIP ROATĂ DINȚATĂ
1.1. Descrierea reperului sudat. Caracteristici tehnice
Reperul, al cărui proces tehnologic de sudare se realizează în prezenta lucrare este o roată dințată de dimensiuni medii. Aceasta va fi organ component a unui reductor necesar pentru repararea navelor și a altor utilaje grele din domeniul fabricației mecanice. Condițiile de solicitare vor fi medii, iar vitezele de exploatare mici și mijlocii. O roată dințată ( figura 1 – roată dințată cilindrică cu dinți drepți ) este o roată care are dinți de–a lungul circumferinței sale pentru a angrena una sau alte roți dințate sau piese similare ale unui mecanism mai complex, cu scopul de a realiza transmiterea forței de–a lungul unei direcții tangențiale la suprafețele ambelor organe. O roată ne–dințată poate realiza transmiterea, într–o oarecare măsură, a unei forțe tangențiale, dar are utilizări limitate deoarece la forțe mari se produc fenomene de alunecare sau patinare și de deteriorare ale roții. Figura 1. Roata dințată. Dinții unei roți dințate previn orice formă de alunecare, patinare sau de deteriorare/deformare și permit transmiterea de forțe considerabil mai mari decât în cazul roților obișnuite. Pentru a fi capabilă de angrenare, o roată dințată se poate atașa
oricărui dispozitiv care are dinții de angrenare compatibili cu dinții săi. Deși astfel de dispozitive pot fi cremaliere sau alte dispozitive similare nerotative, cea mai obișnuită conectare a unei roți dințate este într–un angrenaj cu una sau mai multe roți dințate. Rotația oricăreia din roțile dințate ale unui astfel de angrenaj cauzează obligatoriu rotația tuturor celorlalte. Astfel, mișcarea de rotație poate fi transferată dintr–un loc într–altul, de la un arbore sau ax la altul.
Bibliografie
1. Sârbu I. – Tehnologia construcțiilor sudate, Editura Politehnium Iași 2005.
2. Popovici V., Miloș L, ș.a. – Ghidul lucrărilor de sudare tăiere lipire, Editura Scrisul Românesc, Craiova 1984.
3. Rontescu C., Voiculescu I. – Metalografia îmbinărilor sudate, Editura Sudura, Timișoara 2010.
4. Vlase A. – Tehnologia construcțiilor de mașini, Editura Tehnică, București 1996.
5. Măzăreanu G. – Mecanizarea și automatizarea proceselor de sudare, Editura Printech, 2011.
6. Hopulele I., Gramaticu M. – Construcții sudate, Institutul Politehnic Iași 1975.
7. Micloș V., ș.a. – Bazele Proceselor de sudare, Editura Didactică și Pedagogică București 1982.
8. Mitelea I., Budău V. – Materiale și tratamente termice pentru structuri sudate, Editura de Vest Timișoara 1992.
9. Precupețu P., ș.a. – Desen tehnic industrial pentru construcții de mașini, editura Tehnică București 1982.
10. Safta V. – Controlul îmbinărilor și produselor sudate, Editura Facla Timișoara 1986.
11. Sârbu I. – Sudarea prin topire a pieselor metalice, Editura Tehnică–Info Chișinău 2000.
12. Ghenghea L. D. – Teoria proceselor de sudare, Editura Fundației Universitare Dunărea de Jos Galați 2000.
13. Ghenghea L. D. – Teoria proceselor de sudare, Editura Tehnică–Info Chișinău 2001.
14. Șerb A. – Proiectarea și încercarea structurilor sudate, Editura Tehnică–Info Chișinău 2001.
15. Teodorescu C., Mocanu D., Buga M. – Îmbinări sudate, Editura Tehnică București 1972.
16. Ulianov C., Șerb A. – Proiectarea structurilor sudate în construcția de mașini, Editura Tehnopress, Iași 2004.
17. Cohal V. – Echipamente pentru sudare, Editura Tehnică–Info Chișinău 2001.
Preview document

































































Conținut arhivă zip
- Procesul Tehnologic de Sudare a unei Roti Dintate de Dimensiuni Medii.pdf
Alții au mai descărcat și


Caiet de practică Executarea lucrărilor de tencuială , zugrăveală şi vopsitorii Tencuiala este stratul de finisaj aplicat pe suprafaţa brută a...

Număr de ordine: 37 1. Date iniţiale : - grosime placă : hpl= 16 cm - înălţime nivel : Hnivel = 2.80 m - dimensiuni în plan a plăcii : 3.95 x...

1.3 Coordonarea modulară şi toleranţele Coordonarea dimensională în construcţii reprezintă metoda de stabilire a dimensiunilor şi poziţiilor...

1. OBIECTUL TEMEI Obiectul temei reprezintă modelarea fizică a fenomenului de convecţie forţată în interiorul conductelor circulare. Se va modela...